- Товары и услуги
- Металообробні верстати
- Стрічкові пили для металу
- Токарні верстати по металу
- Верстати для заточування свердел
- Фрезерні верстати по металу
- Верстати для заточування плоских ножів
- Різьбонарізний верстат маніпулятор
- Свердлильні верстати
- Тиски
- Стрічно-шліфувальні верстати для металу
- Точильні верстати
- Гнучкі верстати
- Наковальні
- Верстати для вирубування сідловін
- Станки на магнітній основі та для свердління труб
- Оснащення та інструмент,різці
- Відрізні машини
- Плоскошліфувальні станки
- Деревообробне обладнання
- Стрічкові пили по дереву
- Рейсмусові верстати по дереву
- Фугувальні верстати по дереву
- Фрезерні верстати по дереву
- Фуговально-рейсмусові верстати по дереву
- Циркулярні пилки по дереву
- Барабанно-шліфувальні верстати по дереву
- Торцювальні пили по дереву
- Стружковідсоси по дереву
- Форматно-розкроювальні верстати по дереву
- Токарні верстати по дереву
- Кромкооблицювальні верстати по дереву
- Фрезерні столи
- Паркето-шліфувальні машини по дереву
- Лобзикові верстати по дереву
- Свердлильно-присадкові верстати
- Осцилляционные шліфувальні верстати
- Комбіновані верстати
- Калібрувально-шліфувальні верстати по дереву
- Приладдя для майстерень
- Оснастка для токарних верстатів для дерева
- Садова техніка і інвентар
- Мийки високого тиску
- Мотоблоки та мотокультиватори
- Подрібнювачі
- Гідравлічні дровоколи
- Підмітальні машини та сінокосарки
- Акумуляторні тачки
- Машина для зняття пера
- Аератори
- Вольєр для домашніх птахів
- Дроворізи
- Подрібнювачі пнів
- Повітродувки, садові пилососи
- Висоторізи
- Газонокосарки
- Двигуни
- Комбісистеми
- Кущорізи
- Мотокоси, тримери
- Мотопомпи
- Опрыскиватели
- Снігоприбирачі
- Набори для догляду за садом
- Ланцюгові пилки
- Насоси
- Трактора
- Акумуляторні ножиці
- Мотоножиці
- Обладнання для автосервісу
- Обладнання для шиномонтажу
- Інструменти для автомайстерень
- Ручні та гідравлічні преси
- Домкрати, підставки, упори
- Верстаки/полиці/мобільні майстерні
- Траверси, домкрати канавні
- Кузовний ремонт і рихтувальне обладнання
- Підіймачі автомобільні
- Підіймачі для мотоциклів
- Стенди для ремонту двигуна
- Крани підкатні
- Ванни для миття деталей
- Набори інструменту
- Стіни для розвала-сходження
- Генератор диму для пошуку витоку
- Тестери тиску оливи
- Верстат для проточування гальмівних дисків
- Обладнання для обслуговування АКПП
- Ультразвукові ванни
- Тестери інжектора
- Автосканери
- Обладнання для чищення форсунок
- Стробоскопи
- Обладнання для обслуговування автокондиціонерів
- Обладнання для заміни оливи
- Траверси для двигуна
- Прилад для регулювання фар
- Обтискні пpecси для РВД
- Стільці автомайстра
- Візки для інструментів
- Лежаки автомайстра
- Ящики, сумки для інструментів
- Ліхтарі акумуляторні
- Візки під колесо
- Специнструмент
- Пускові та зарядні пристрої для АКБ
- Пеногенератор
- Редуктор підсилювач
- Ключі динамометричні
- Індукційний нагрівач
- Ключі роторні (м'ясорубка)
- Викрутки динамометричні
- Розвальцьовки
- Інструмент для відновлення різі
- Насоси гідравлічні
- Стійки трансмісійні
- Знімачі гідравлічні
- Стяжки пружин гідравлічні
- Оброблення листового металу
- Обладнання для зварювання та паяння
- Ручне дугове зварювання (MMA)
- Напівавтоматичне зварювання (MIG-MAG)
- Плазмове різання (CUT)
- Аргонодуговий зварювання (TIG AC/DC)
- Кулери
- Лазерне зварювання
- Мультифункціональні цифрові інвертори
- Автоматичне зварювання під флюсом (SAW)
- Плазмове різання CUT для ЧПК
- Паяння пластикових деталей
- Витратні матеріали та аксесуари для спотера
- Зварювальні столи
- Вимірювальні прилади
- Блоки подавання дроту
- Пальники, плазмові та комплектуючі
- Зварювальні аксесуари
- Матеріали для зварювання
- Засоби індивідуального захисту
- Компресори та пневматичне обладнання
- Електроінструмент
- Відбійні молотки
- Перфоратори
- Дрилі
- Ексцентричні та вібраційні шліфмашини
- Стрічкові шліфувальні машини
- Полірувальні шліфмашини
- Гайковерти
- Фарбопульти
- Штроборізи
- Будівельні пилососи
- Набори електроінструментів
- Ручні дискові пили
- Шабельні пили
- Кутові шліфмашини (болгарки)
- Термофени
- Фрезери
- Шліфмашини для стін і стель
- Шурупокрути
- Лобзики
- Електроножиці
- Рубанки
- Бетоношліфувачі
- Будівельні міксери
- Багатофункційний інструмент
- Степлери, цвяхозабивачі
- Паяльники
- Клейові пістолети
- Акумуляторні викрутки
- Гравери
- Вимірювальна техніка
- Складське обладнання
- Будівельне обладнання
- Товари для спорту
- Сантехніка для ванної
- Сантехніка для душу
- Набір змішувачів для душу
- Душові системи
- Душові гарнітури
- Змішувачі для душу
- Душові кабіни
- Душові двері
- Душові перегородки
- Душові піддони
- Верхні душі
- Ручні душі
- Тримачі верхнього душу
- Тримачі ручного душу
- Вбудовувані змішувачі
- Приховані монтажні частини
- Сифони для душових піддонів
- Душові трапи
- Декоративні накладки для трапу
- Гідромасажні бокси
- Душові куточки Walk-In
- Шланги для душу
- Шлангові під'єднання
- Душові штанги
- Ніжки для душового піддона
- Запірні вентилі
- Аксесуари для ванної
- Сантехніка для туалету
- Автотовари
- Товари для дому
- Металообробні верстати
- Доставка и оплата
- О нас
- Отзывы










Автоматичний кромкообличчковий верстат STOMANA KZM 6 TF5 PUR
Ціну уточнюйте
- Немає в наявності
- Код: KZM6 TF5 pur
- +380 (98) 252-31-15
Автоматичний кромкообличчковий верстат STOMANA KZM 6 TF5 PUR
У сучасному світі, де швидкість, точність і ефективність стають ключовими чинниками у виробництві, автоматизація процесів набуває все більшого значення. Саме в такому разі маємо інноваційне рішення Автоматичний кромкообличчковий верстат STOMANA KZM 6 TF5 PUR. Цей верстат призначений для облицювання прямолінійних крайок плиткових матеріалів рулонними крайками ABS, PVC і смуговим матеріалом крайки завтовшки до 3 мм. Він є втіленням передових технологій у сфері оброблення матеріалів, забезпечуючи бездоганну якість оброблення й ефективність виробництва. Зараз розповімо про цей пристрій, який стане невіддільною частиною будь-якого виробничого процесу, що має мету досягнення високих стандартів якості та продуктивності.
Одержувані вироби



Схеми обробки
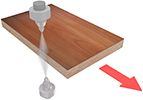
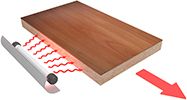
| 1. Подавання крайового матеріалу | 2. Роздільна рідина (опція) | 3. Попереднє фрезерування | 4. Попереднє нагрівання заготовки (опція) |
 |
 |
 |
 |
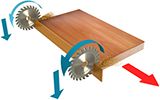
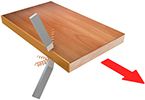
| 5. Клейовий вузол | 6. Прес група | 7. Чиста 2-моторна торцовка | 8. Фрезерування сваг |
 |
 |
 |
 |
| 9. Циклівка радіусна | 10. Очисна рідина (опція) | 11. Циклівка плоска (опція) | 12. Полірування |
 |
 |
 |
 |
Конструктивні особливості
|
|
Робота по сенсорнним датчикам На вході деталі встановлений датчик, який фіксує початок і кінець деталі та за допомогою енкодера, встановленого на валу транспортера, з високою точністю визначає, в який момент часу має спрацьовувати кожен вузол верстата. |
|
|
ПОДАВАЛЬНИЙ КОНВЕЙЕР Деталь подається ланцюговим конвеєром з погумованими черевиками. Ширина черевиків 73 мм. Привод-мотор-редуктор 2,2 кВт VARVEL.
 |
|
|
ТОРЦЕВИЙ КУПІР Торцевий багатоступеневий копір, встановлений на фрезерному та циклальному агрегатах |
|
|
ЕЛЕКТРОКОМПОНЕНТИ
|
|
|
ОБСЛУЖИВАНИЕ СТАНКА Верстат має гарну доступність вузлів і простоту обслуговування. Всі пресоленки винесені зручне місце для обслуговування. Не треба демонтувати частини верстата для заміни інструмента. Усі регулювання вузлів підписані та розміщені на лицьовій панелі верстата.
|










Стандартна комплектація
 |
ПАНЕЛЬ КЕРУВАННЯ Керування здійснюється за допомогою пульта фірми Unitronics.
|
|
|
КЛЕЄВИЙ ПЗЕЛ Швидкозмінний клейовий із бачок із тефлоновим покриттям об'ємом 2 л. для клею EVA має спіднє розташування щодо клеєносного вала.
|
|
|
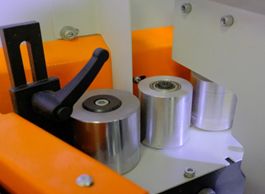
ПРЕС ГРУППА Зона притискача з трьох роликів. Перший ролик великого діаметра приводний, другий і третій — допресувальні конусні вільного обертання.
 |
|
|
ТОРЦЕВИЙ АГРЕГАТ Два промислові двигуни (12 000 об/хв), 2 x 0,22 кВт TEKNOMOTOR. Дві пили Ф110 х ф32, Z = 30 BUP.
|
|
|
ЗАЗЕЛ ФРЕЗОРНИЙ СНЯТТЯ СВІСІВ Два промислові двигуни (12 000 об/хв) 2 х 0,55 кВт TEKNOMOTOR. Фрези збірні 4 ножі Ф75; Z = 4; R2 BUP. Ножі з двосторонньою різальною крайкою.
 |
|
|
УЗЕЛ РАДИУСНОЙ ЦИКЛИ Вузол фінішної обробки крайки призначений для видалення мікрохвильової печі на обробленій радіусній поверхні крайки після фрезерного вузла.
|
|
|
ПОЛІРУВАННЯ Полірування необхідне для фінішного оброблення крайки. Полірувальний агрегат — два двигуни, два диски полірувальні, частота обертання 1400 об./хв, потужність 2 х 0,18 кВт.
|
|
|
БЛОК ПІДГОТУВАННЯ ПОДРУКУХУ Складається з регулятора стисненого повітря, водовідділювача та оливорозпилювач. ВОДООТДЕЛИТЕЛЬ
|







Сфера застосування автоматичного кромкообличччя STOMANA KZM 6 TF5 PUR
Для застосування на промислових підприємствах, які спеціалізуються на виробництві корпусних меблів, як-от офісні меблі, кухонні комплекти, шафи-купе, меблі для віталень і передпокою, а також меблеві фасади та вироби, які виготовлені на замовлення. Автоматичний кромкообличчковий верстат може знайти застосування в будь-якому виробничому середовищі, де потрібне швидке та якісне оброблення крайок плиткових матеріалів.
Плюси та мінуси автоматичного кромкообличччя STOMANA KZM 6 TF5 PUR
| Плюси | Мінуси |
| Верстат європейської збірки | Невисока швидкість роботи |
| Верхнє розміщення клейової ванни | |
| Робота за сенсорними датчиками | |
| Малі габаритні розміри |
Потреба додаткового обладнання
Додаткове обладнання допоможе оптимізувати роботу верстата, забезпечить його ефективну й безпечну експлуатацію, а також забезпечить високу якість оброблення матеріалів.
- Аспіраційне встановлення: Встановлення аспіраційного встановлення допоможе відведенню пилу та інших забруднень, що утворюються під час оброблення матеріалів на верстаті. Це поліпшить умови роботи, забезпечить чистоту робочого середовища та збереже здоров'я працівників.
- Осушувач повітря: Використання осушувача допоможе зменшити вологість і прибрати інші домішки зі стисненого повітря, що може бути шкідливим для верстата.
- Компресор: Наявність компресора необхідна для забезпечення стисненого повітря, який використовується для роботи з пневматичними пристроями та системами, як-от пневматичні циліндри та клапани. Обслуговування компресора та підтримання його оптимального тиску важливі для ефективної роботи верстата.
- Технічні характеристики
- Вага 950 кг
- Напруга 380 В
- Габаритні розміри, ШхДхВ 1220х3420х1510 мм
- Швидкість подавання 10 м/хв
- Подавання заготівки автоматичне
- Товщина крайового матеріалу 0,4-3 мм
- Загальна потужність 6,7 кВт
- Потужність двигунів 2 х 0,55 кВт
- Оберти фрез 12 000 об/хв
- Потужність двигунів торцювання 2 х 0,22 кВт
- Фрези вузла зняття звісів крайки Ø 75; Z4 мм
- Діаметр патрубків 2 х Ø100; 2 х Ø120 мм
- Кількість патрубків 4 шт.
- Фрези вузла попереднього фрез. Ø60 х Ø20 х H48, Z = 3 + 3
- Оберти пил 12 000 об/хв
- Товщина деталі 8-45 мм
- Пили торцовки Ø80 х 30 мм
- Габарити деталі 100 х 100 мм

| Основні | |
|---|---|
| Виробник | Mast |
| Подача заготовки | Автоматична |
| Користувальницькі характеристики | |
| Габаритні розміри, ШхДхВ | 1220х3420х1510 мм |
| Габарити деталі | 100 х 100 мм |
| Діаметр патрубків | 2 х Ø100; 2 х Ø120 мм |
| Кількість патрубків | 4 шт. |
| Потужність двигунів | 2 х 0,55 кВт |
| Потужність двигунів торцювання | 2 х 0,22 кВт |
| Напруга | 380 В |
| Оберти пилок | 12 000 об/хв |
| Оберти фрез | 12 000 об/хв |
| Загальна потужність | 6,7 кВт |
| Пили торцовки | Ø80 х 30 мм |
| Швидкість подачі | 10 м/хв |
| Товщина деталі | 8-45 мм |
| Товщина крайового матеріалу | 0,4 - 3 мм |
| Фрези вузла попереднього фрез. | Ø60 х Ø20 х H48, Z = 3 + 3 |
| Фрези вузла зняття звісів крайки | Ø75; Z4 мм |
- Ціна: Ціну уточнюйте